
Table of Contents
Production Defects in glass manufacturing can severely undermine product safety, reduce production efficiency, and damage brand reputation if non-compliant products reach the market. To prevent these costly issues, modern glassmakers must adopt advanced diagnostics and automated quality control technologies to keep their processes under control.
Understanding the Physical and Chemical Origins of Production Defects
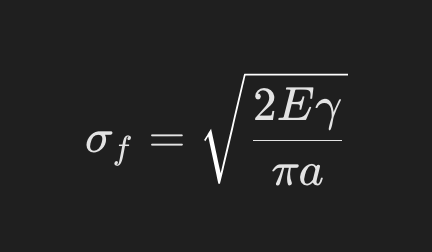
The physics of glass makes it highly susceptible to surface-level and internal anomalies, which are traditionally categorized as thermal or mechanical production defects. Theoretically, pristine glass exhibits a molecular bond strength of up to 10 GPa. However, in real-world industrial environments, the actual tensile strength of glass is several orders of magnitude lower due to stress-raising microscopic flaws, commonly known as Griffith flaws. When external stress is applied, these microscopic flaws act as major stress concentrators following the thermodynamic relation:
Advanced Laboratory Diagnostics for Root-Cause Analysis of Production Defects
To conduct a meticulous investigation into the root causes of solid, crystallized, or gaseous production defects, laboratories rely on advanced chemical and phase characterization equipment. For solid inclusions or stones, Scanning Electron Microscopy combined with Energy Dispersive X-ray Spectroscopy (SEM-EDS) is highly effective. Preparing cross-sections of embedded stones allows technologists to view the crystalline morphology under polarized light or high-resolution electron beams. For instance, a stone originating from fused-cast Alumina-Zirconia-Silica (AZS) furnace refractories retains a highly specific microstructure containing primary baddeleyite (ZrO₂) grains, primary corundum (Al₂O₃) crystals, and needle-like secondary baddeleyite.
In contrast, gaseous production defects (bubbles and blisters) require residual gas analysis (RGA) using mass spectrometry. Technologists slice the sample and break it under ultra-high vacuum conditions to expand the captured gas directly into the analyzer. The concentration of gases like CO₂, SO₂, N₂, and Ar indicates the thermo-chemical state of the melt. For example, if the measured ratio of N2/Ar is approximately 84, the bubble source is definitively identified as atmospheric air physically entrapped during forming, helping operators quickly resolve these gaseous production defects.
Optimizing Hot-End Lubrication and 3D Metrology to Prevent Production Defects
During the hot-end forming stage, inadequate mold lubrication and thermal gradients are primary causes of surface-level production defects. Historically, glass factories heavily relied on graphite-rich swabbing greases to release molten glass from molds. However, the migration of graphite particles onto the hot glass surface introduces graphite transfer—a common cosmetic issue that dirties the items. Moreover, graphite build-up in finish mould engravings prevents the melt from completely filling the cavities, leading to poorly printed logos and checks. Transitioning to synthetic, graphite-free ‘white swabbing grease’ (such as Condaglass 397) provides superior releasing properties, cutting automatic rejects from these lubrication-induced production defects by up to 50%.
To further monitor shape deviations in the labeling area, manufacturers utilize advanced 3D metrology. Standard shadow-casting systems only inspect the container’s external shadow, leaving negative deviations like inward-collapsing ‘sinks’ undetected. By utilizing the Marposs VisiQuick system, which rotates the bottle 360 degrees, factories generate real-time topographic maps that accurately report bulges and sinks, allowing immediate parameter adjustments to prevent geometry-related production defects.
Deploying Artificial Intelligence and Machine Vision to Eliminate Production Defects
Cold-end inspection has recently transitioned from traditional hard-coded image processing to advanced artificial intelligence (AI) and machine vision, dramatically reducing production defects and minimizing false rejects. Conventional algorithms suffer from a false reject rate of up to 3% because they cannot differentiate cosmetic anomalies from critical cracks under heavy embossing or variable glass colors. Modern systems like Iris EVOLUTION NEO AI and Bucher Emhart Glass (BEG) HEAT use deep neural networks pre-trained on millions of images to achieve robust image understanding. These platforms accurately detect, recognize, and classify over 30 categories of production defects (such as high-risk bird swings and microscopic thread chips) in milliseconds. This AI-driven precision prevents defective items from escaping while boosting the Pack-to-Melt ratio of the plant.
Conclusion
In conclusion, modern glass manufacturing lines must adopt a multi-disciplinary closed-loop control system to systematically mitigate production defects. Specifically, the future of managing production defects will heavily rely on combining real-time environmental monitoring with advanced multi-spectral sensor arrays. This integration enables modern manufacturing plants to dynamically adapt to thermodynamic fluctuations inside the melting furnace before structural anomalies fully crystallize. Furthermore, by pairing virtual container forming computer simulations with real-time edge AI analytics, operators can accurately predict stress concentrations in the bottle wall before the molten glass even enters the blow molds. Ultimately, transitioning from passive defect detection to predictive, AI-driven prevention remains an indispensable, highly effective strategy to protect brand reputation, eliminate expensive product recalls, and maintain long-term industrial competitiveness in a demanding, carbon-neutral global market. This paradigm shift ultimately guarantees safety, maximizes total yield, and secures a sustainable future for the glass manufacturing sector.